
Description
Une unité de fusion et un système d‘application au rouleau entièrement fonctionnels sont d‘une importance capitale pour une application d‘adhésif lisse et reproductible. L‘effort de nettoyage varie selon le système d‘application et l‘unité, et dépend en grande partie du type d‘adhésif utilisé. Il est recommandé de nettoyer le système d‘application avant les temps d‘arrêt et les changements d‘adhésif.

Fondoirs et Tuyaux
Jowat fournit une gamme d‘agents de rinçage et de nettoyants à cet effet. Les agents de rinçage Jowat® purgent l‘adhésif et arrêtent la réaction chimique des adhésifs thermofusibles PUR. Avant de commencer le nettoyage du système d‘application, il faut s‘assurer que les agents de rinçage Jowat® et l‘adhésif utilisé sont compatibles. Pour éviter les tuyaux ou les buses bouchés en raison d‘une réaction indésirable, en particulier dans les systèmes d‘application fermés, il faut s‘assurer que l‘adhésif thermofusible PUR et l‘agent de rinçage Jowat® sont fondus uniformément.
La tâche principale d‘un agent de rinçage est de retirer l‘adhésif des tuyaux et de l‘unité d‘application, et donc de purger les restes de produit du système. En raison de l‘écoulement général des liquides (cf. figure 1, à droite), la vitesse d‘écoulement est nettement plus faible au niveau des parois par rapport au centre du tuyau. Pour assurer un nettoyage minutieux des flexibles, il est donc nécessaire d‘utiliser une quantité suffisante d‘agent de rinçage.
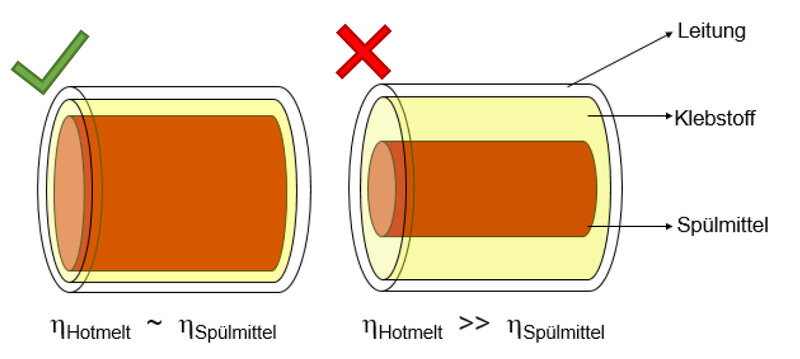
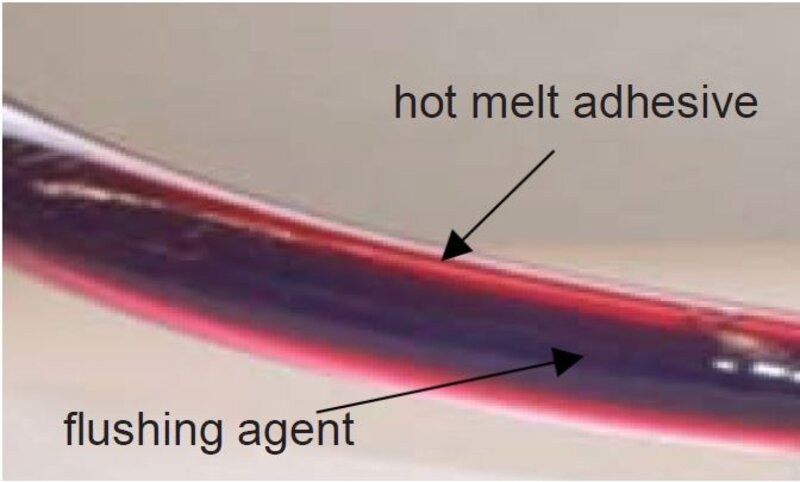
Outre la vitesse d‘écoulement, la viscosité joue également un rôle dans le processus de purge. Si la viscosité de l‘agent de rinçage est trop faible, il ne purgera que l‘adhésif au centre du tuyau (cf. figure 2). Dans ces circonstances, il ne sera pas possible de retirer tout l‘adhésif. Pour connaître la viscosité de l‘agent de rinçage et de l‘adhésif thermofusible, veuillez-vous référer aux fiches techniques correspondantes (disponibles sur demande).
Vide-fûts
Évitez toute contamination lors des changements de fûts. La plaque chauffante doit être nettoyée et les restes autour des bagues d‘étanchéité doivent être enlevés. Le graissage des bagues d‘étanchéité avec une graisse appropriée sans eau et sans acide (par exemple la graisse pour roulements «Petamo GY 193» fournie par Klueber Lubrication) facilite le nettoyage et réduit ainsi considérablement les temps d‘arrêt lors du changement de fûts. Le fût ne doit pas rester ouvert plus longtemps que nécessaire.



Systèmes d'application par rouleaux
Standard (synchronisé)

Nettoyage (direction inverse)

 1.
1.Vidangez le système d‘application des rouleaux à l‘aide du programme de nettoyage de la machine (rotation inversée). Les restes d‘adhésif thermofusible doivent être collectés dans un récipient enduit d‘une protection antiadhésive.
 2.
2.De plus, l‘adhésif thermofusible peut être nettoyé du rouleau d‘application à l‘aide d‘une spatule en bois. Il est recommandé d‘arrêter la rotation des rouleaux pour cette procédure.
 3.
3.Réglez le système d‘application des rouleaux sur le mode de fonctionnement standard, remplissez de nettoyant Jowat® 930.22 (environ 1 kg) et faites fondre.
 4.
4.Laisser tremper pendant 10 à 15 minutes pendant que les rouleaux tournent, puis vidanger à nouveau.
 5.
5.De plus, les rouleaux peuvent aussi être nettoyés avec le nettoyant Jowat® 930.65 (environ 1 litre), chauffés et laissés à tremper environ 10 minutes pendant que les rouleaux tournent (mode de fonctionnement standard).
 6.
6.Ensuite, réglez les rouleaux en mode de nettoyage pour vidanger. Ensuite, réglez le système d‘application du rouleau sur le mode de fonctionnement standard et répétez la procédure jusqu‘à trois fois en fonction du degré de salissure.
 7.
7.Enlever tous les résidus d‘agent de rinçage après refroidissement - mais encore chauds - en portant des gants de protection et en utilisant un chiffon sec et non pelucheux (si nécessaire, légèrement imbibé de nettoyant Jowat® 402.38). Le nettoyant Jowat® 930.60 peut être utilisé pour les pièces métalliques sales. L‘adhésif thermofusible PUR réticulé ne peut être retiré que mécaniquement.
Nettoyage chimique des parties métalliques
Le nettoyant Jowat® 930.60 détache l’adhésif carbonisé et durci des outils, buses, filtres et autres petites pièces en métal. Les pièces métalliques démontées peuvent être nettoyées dans un bain chauffé à env. 180 ° C (par exemple dans une friteuse disponible dans le commerce). Selon le degré de salissure, la procédure de nettoyage peut prendre environ 60 à 120 minutes. La température du bain ne doit pas dépasser 190 ° C. Retirer les pièces du bain, laisser refroidir, rincer à l’eau et sécher. Veuillez également respecter toutes les recommandations du fabricant de l’équipement.
Les joints et autres pièces en plastique peuvent être dissous par le nettoyant Jowat® 930.60 et doivent être remplacés si necessaire!
Information produit
- Flushing agents
- Cleaning agents
Flushing agents
Cleaning agents
The products listed only represent a limited selection of the available product portfolio. Product availability might differ by region. The technical data, characteristics and field of application provided in the table outline the differences between the individual adhesives of the product portfolio. Our Application Technology Department and our Sales Representatives are on hand to provide advice and support you finding the best adhesive for your particular application.
Note: The information on this page is based on test results from our laboratories as well as on experience gained in the field, and does in no way constitute any guarantee of properties. Due to the wide range of different applications, substrates, and processing methods beyond our control, no liability may be derived from these indications nor from the information provided by our free technical advisory service. Customer trials under everyday conditions, testing for suitability at normal processing conditions, and appropriate fit-for-purpose testing are absolutely necessary. For the specifications as well as further information, please refer to the latest technical data sheets.
Remarques de sécurité
Les adhésifs thermofusibles PUR contiennent des groupes isocyanates comme composant réactif. Des vapeurs d‘isocyanate peuvent être libérées à des températures plus élevées. Les vapeurs qui peuvent se former doivent être extraites via des systèmes de ventilation et d‘extraction appropriés. Pour plus d‘informations sur la sécurité, la manipulation, le transport et l‘élimination, veuillez vous référer à la fiche de données de sécurité correspondante (disponible sur demande).
Les informations contenues dans ce manuel sont basées sur les résultats des tests de nos laboratoires ainsi que sur l‘expérience acquise sur le terrain. Cependant, il ne peut pas couvrir tous les paramètres pour chaque application spécifique et ne lie donc pas Jowat. Les informations données ici ne représentent ni une garantie légale de performance ni une garantie de propriété. Aucune responsabilité ne peut être dérivée de ces indications ni des recommandations faites par notre service de conseil technique gratuit.
Téléchargements
