
Description
A fully functional adhesive application system and melting unit are of major importance for a smooth and reproducible adhesive application. The cleaning effort varies depending on the application system and unit, and depends largely on the type of adhesive used.
If the old and the new hot melt adhesive are based on different chemicals, it is necessary to clean the equipment more thoroughly. Before beginning with the cleaning procedure, it must be ensured that the different adhesives are compatible with each other as well as with the Jowat® flushing agents and cleaners.
Especially in closed application systems it should be ensured that PUR hot melt adhesives and the Jowat® flushing agent are melted evenly, to prevent clogged hoses and nozzles due to an unwanted reaction.
If a reactive PUR hot melt adhesive has been processed, the system should be cleaned before downtimes. Jowat supplies a range of flushing agents and cleaners for that purpose. Jowat® flushing agents push out the adhesive and stop the chemical reaction of PUR hot melts. Cleaning with chemical cleaners is usually not necessary if only thermoplastic hot melt adhesives are processed. Flushing the system is usually sufficient and recommended when the adhesive is changed.



Melter and Hoses
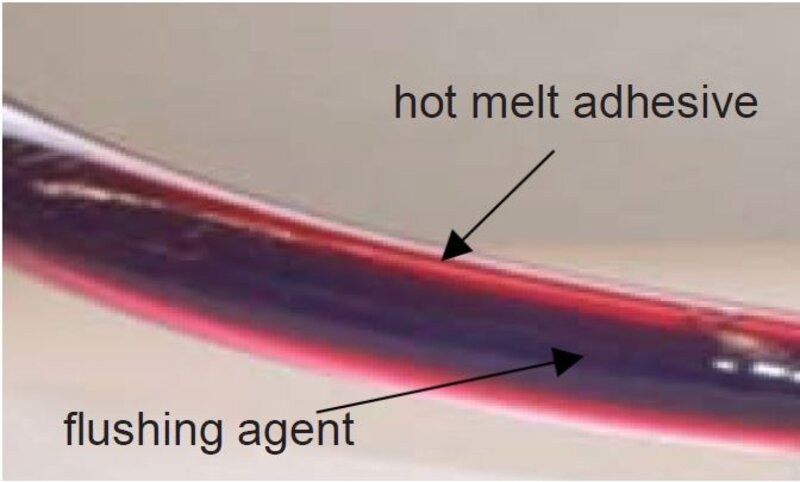
The primary task of a flushing agent is to physically push out the adhesive from the hoses and the application unit, and therefore to purge product remnants from the system. Due to the general flow behaviour of liquids the flow velocity is significantly lower at the walls compared to the centre of the hose. To ensure that the hoses are cleaned thoroughly, it is thus necessary to use a sufficient amount of flushing agent.
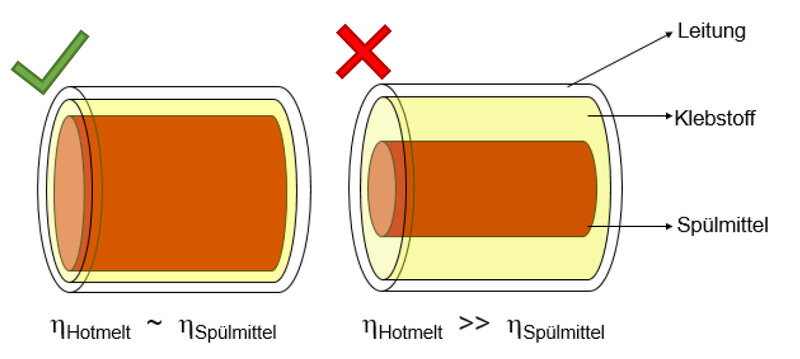
Apart from the flow velocity, viscosity also plays a role in the purging process. If the viscosity of the flushing agent is too low, it will only purge the adhesive in the centre of the hose. Under those circumstances, it will not be possible to remove all the adhesive. To find out the viscosity of the flushing agent and the hot melt adhesive, please refer to the corresponding Technical Data Sheets.
Reservoirs
In general, reservoirs for reactive hot melt adhesives should always be blanketed with inert gas to prevent an unwanted reaction of the PUR hot melt with humidity. This is also absolutely necessary if the reservoirs are not emptied and flushed overnight, to prevent the cold adhesive from coming into contact with humidity.
Over extended downtimes (weekends, holidays, etc.) the reservoir has to be emptied and flushed with the flushing agent Jowat® 930.34/.74/.94 until all PUR hot melt adhesive has been removed from the system. A small amount of flushing agent should remain in the reservoir. Furthermore it is also recommended to keep the reservoir blanketed with inert gas. When it cools, the flushing agent will shrink, therefore increasing the cleaning effect.

Drum Melters
Avoid any contamination during drum changes. The heating plate is to be cleaned and remnants around the sealing rings are to be removed. Greasing the sealing rings with a suitable water-free and acid-free grease (e.g. rolling bearing grease “Petamo GY 193” supplied by Klueber Lubrication) facilitates easier cleaning and thus considerably reduces the downtime during the change of the drum. The drum may not remain open longer than necessary.



Slot Nozzles and Applicator Heads

Nozzle tips and slot nozzles should be sealed overnight and on weekends with a water-free and acid-free paraffin oil, mineral grease or Jowat® flushing agent, to prevent the adhesive from coming into contact with humidity and reacting. Before start-up (during the heating phase), the nozzles and nozzle tips should be cleaned from the outside and flushed with PUR hot melt adhesive to remove all grease and flushing agent residues.
Roller Pan

Soiled application rollers can lead to an uneven and possibly insufficient adhesive application on the substrate. If only thermoplastic hot melt adhesives are processed, a mechanical cleaning is usually enough.
If the adhesive processed is a PUR hot melt, the roller pan should be emptied, flushed with the flushing agent Jowat® Jowat® 930.34/.74/.94 and then emptied again before weekends, holidays and other extended downtimes. Flushing agent residues can be removed mechanically when cold. Cured residues of PUR hot melt adhesive in the roller pan and on the roller can be removed mechanically. This can be done using a soft brass brush and air from a pressurised air gun (suitable protective equipment must be used). The mechanical cleaning must be carried out in such a way as to prevent any damage to the anti-stick coating on the roller and the unit. When the machine is started up again, fill with PUR hot melt adhesive and flush out all flushing agent residues with the adhesive.
For complete cleaning, detach the roller pan and clean the individual parts in a container with Jowat® 930.60 at approx. 180 °C.
Roller pans used for processing PUR hot melt adhesives based on polyester should be cleaned with flushing agent Jowat® 930.84. It contains a reaction inhibitor that unfolds a very high cleaning effect during the flushing procedure.
Changing from EVA to PO Hot Melt
Changing between hot melt adhesives based on EVA and PO can lead to an unwanted cleaning effect. Due to the different properties of the products, charred adhesive residues are detached from the reservoir wall. Those residues are then spread through the entire application system and can cause flawed bonding in the worst case. To prevent this from happening, the application system (tank, nozzles, hoses, etc.) should be flushed at low temperature and pressure with either the new adhesive itself or with Jowat® flushing agent 931.00 or 931.10 depending on the viscosity of the adhesive to be purged. In addition, the filters should be cleaned and, if necessary, replaced. Furthermore, it is also necessary to thoroughly flush the drain valve. The flushing and cleaning procedure should be repeated several times. It is recommended to clean the system again after several days or weeks. Residues can also be filtered out by installing inline filters in front of every application nozzle.
Filter screens should be checked more often at first and replaced if necessary.
Product Information
-
The products listed only represent a limited selection of the available product portfolio. Product availability might differ by region. The technical data, characteristics and field of application provided in the table outline the differences between the individual adhesives of the product portfolio. Our Application Technology Department and our Sales Representatives are on hand to provide advice and support you finding the best adhesive for your particular application.
Note: The information on this page is based on test results from our laboratories as well as on experience gained in the field, and does in no way constitute any guarantee of properties. Due to the wide range of different applications, substrates, and processing methods beyond our control, no liability may be derived from these indications nor from the information provided by our free technical advisory service. Customer trials under everyday conditions, testing for suitability at normal processing conditions, and appropriate fit-for-purpose testing are absolutely necessary. For the specifications as well as further information, please refer to the latest technical data sheets.
Safety Remarks
PUR hot melt adhesives contain isocyanate groups as reactive component. Isocyanate vapours may be released at higher adhesive temperatures. Vapours that may form are to be extracted via suitable ventilation and extraction systems. For more information concerning safety, handling, transport, and disposal, please refer to the corresponding Safety Data Sheet (available upon request). The information on this manual is based on test results from our laboratories as well as on reported experience gained in the field by our customers.
It can, however, not cover all parameters for each specific application and is therefore not binding upon Jowat, nor should it be relied upon in lieu of your own required testing. The information given in this leaflet does not represent a performance guarantee. Unless otherwise agreed with our customers, the values stated in the section “Specification” shall be regarded as the product properties finally agreed. No liability may be derived from the information contained herein nor from the information provided by our free technical advisory service.
Downloads
